

















Get Quote



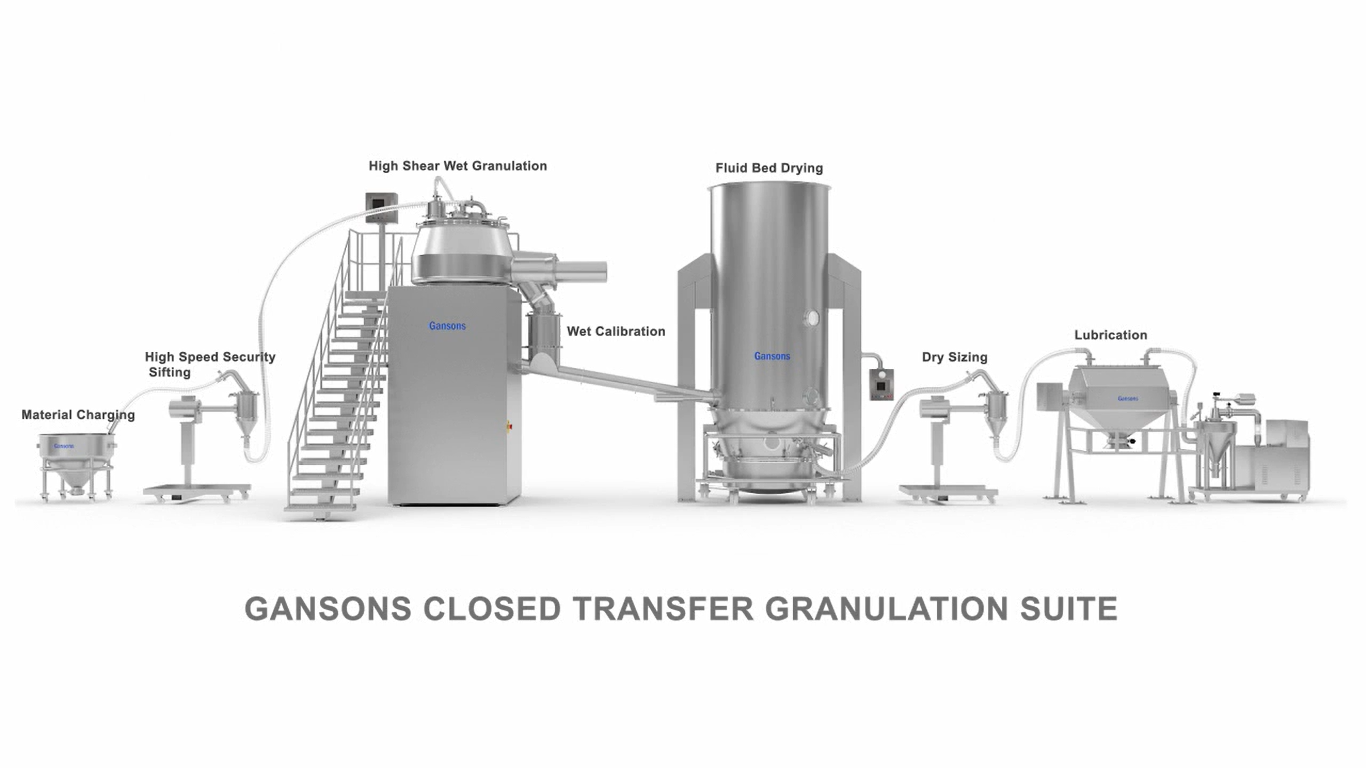
Capacity Range: 0.5L to 1,500L
FAQs
Lumps from RMG when transferred directly to the fluid bed dryer (FBD) may lead to the formation of wet centres in the lumps where only surface drying occurs, and the centres of the lumps remain wet. Such a condition greatly affects the drying time and efficiency. Non-uniform size of the granulated mass may also lead to over dried fine particles which hamper the compression cycles. To prevent this, milling is done of the wet granulated mass before transferring to the dryer to provide uniform size of granules. Therefore, wet mass disperser/ wet mill, plays an important role in aiding an efficient drying as well as other downstream processes.
Torque is one of the most used parameters for endpoint determination in granulation. Torque is usually determined by the power consumption of a motor which can either be direct driven or belt driven. Belt drive systems utilize a belt and pulley system to help a motor generate torque as the impeller moves whereas in a direct drive system, the impeller shaft is directly coupled to the motor shaft. There are no gears or belts which might cause loss/ slippage of current. Their ability to transfer high frequency details enables an accurate endpoint determination in granulation based on torque measurement. Therefore, a direct driven motor becomes crucial for precise, accurate and reproducible end point detection.
A standard air distribution plate used in a fluid bed dryer consists of a single flat, perforated plate installed in a horizontal plane situated at the base of the process chamber. Such a plate gives inefficient drying due to limited contact between the particulate material being treated and the process air. This can be attributed to a considerable portion of the process air escaping the process chamber vertically through ‘channels’ in the material bed without interacting intimately with every particle of the material. On the other hand, an air-distribution plate giving a swirl flow motion causes a gradual upward movement of the air in a spiral manner. This provides a horizontal component to the movement of air, along with a vertical component, ensuring intimacy of contact between the particulate material and the process air such that maximum surface area is exposed for drying. An increased path length of the air and increased contact with the particles, increases the overall drying efficiency.
Increased Output
• Compact footprint, line-balanced for maximum throughput
• Manufacturing continuum achieved
Predictable scalability from R&D to production
Cleaning convenience
WIP system for in-situ cleaning (can be recipe driven)
Fast changeover
Improved Safety
• Closed transfer of materials ensures minimal operator exposure
• Safety interlocks
• 12-Bar shock-resistant designs available for structural integrity and containment.
• ATEX rated (flame proof) designs based on zoning requirements. All components are by default compliant to a Zone 2/22 production environment.
• All contact parts in SS 316L, or FDA approved materials (gaskets, seals, filter bags etc.)
Intelligent Automation
• Centralized automation platform drives reproducible results
• Reduced human intervention means negligible mistakes and therefore, fewer delays
• 21-CFR Part 11 compliance for data integrity and storage, ALCOA+ compliant
• Pharma 4.0 enabled software, IoT enabled
• Smart graphs for lot reproducibility
• Responsive, ergonomic, intuitive interface
• 3-modes with multi-level password access

